51. sınıfın overlok: özellikleri, ayarı ve çalışması

Dikiş dikmek, kadınların en yaygın hobilerinden biridir. Basit bir dikiş makinesi ve az miktarda beceri ile her hostes benzersiz tasarımcı kıyafetleri yapabilir. İçin kaliteli ve dayanıklı giysiler dikmek için sadece dikişleri dikmek yeterli değildir, kenarlarını overlok ile işlemeniz gerekir... Üreticiler, ayrı bir cihaz olarak veya bir dikiş makinesine entegre olabilen bu dikiş ekipmanının geniş bir yelpazesini üretmektedir.
Yeni overlokların mevcudiyetine rağmen, birçok terzi, kullanımı kolay, iddiasız ve güvenilir olan eski kanıtlanmış ekipmanı kullanmaya devam edecektir. 51.sınıf overlok'un ait olduğu teknik budur.






Özellikler
51.sınıf overlok hem kişisel ihtiyaçlar için hem de küçük dikiş atölyelerinde kullanılabilen profesyonel bir dikiş ekipmanıdır. Uzun yıllar boyunca, bu cihaz ürünlerin işlenmesinde talep görmeye devam etti. İlkel tasarım, modern kumaş türlerini sürfile yapmayı mümkün kılmaz, ancak kaba ve dayanıklı türlerden ürünleri dikerken ekipman vazgeçilmezdir. Bu dikiş cihazı, Çinli muadilinden daha güvenilir ve dayanıklıdır. Yüksek kaliteli iş performansı için üreticiler bu cihazda aşağıdaki işlevleri sağlamıştır:
- iplik gerginliğinin ayarlanması;
- baskı ayağının kumaş üzerindeki basıncının değiştirilmesi;
- iğne delikleri arasındaki mesafenin düzeltilmesi.


51-sınıfı ve 51-A sınıfı overlokların fonksiyonel görevleri - triko, iç giyim ve giysilerin kenarlarının işlenmesi 2 ve 3 iplik zincir dikişi ile. Dikiş uzunluğu 0,3 cm ile 0,6 cm arasında değişmektedir, dikilecek kumaşın maksimum kalınlığı 3 mm'dir. En uygun iğne markası 0029, 60-70 numaradır.
Bu cihaz, bir iğne mekanizması ve iki ilmek yapıcı ile donatılmıştır. Sağ ilmek yapıcıyı bir yayıcı ile değiştirirseniz, sadece iki iplik kullanılabilir. Sürfile triko için 51-A sınıfı bir overlok tercih etmek daha iyidirWeb'i hareket ettirmek için farklı bir mekanizmaya sahip olan . Ön atkının daha büyük hareketi sayesinde, dikişleri daha elastik ve gergin hale getiren malzemeyi germe etkisi elde edilir.

Ayırt edici bir özellik, dikiş ekipmanı platformunun altında bulunan hareketli parçaların merkezi bir fitil yağlamasının varlığıdır. Tüm elemanların sorunsuz yağlanması için, karterde yağlama çözeltisinin varlığını düzenli olarak kontrol etmek gerekir. Diğer tüm elemanları yağlamak için uzun burunlu bir kap kullanmalısınız. Cihazın sürekli kullanılması durumunda uzmanlar bu etkinliğin en az 30 günde bir yapılmasını önermektedir. Cihazın sorunsuz çalışması için, temas eden tüm parçaların yağlanması gerekir ve çalışma sırasında sürekli döndürülmeleri gerekir.
İşin rahatlığı için, ustalar bir yağlama kabı yerine enjeksiyon konisi şeklinde dereceli bir silindir kullanılmasını tavsiye eder.


Avantajlar ve dezavantajlar
Herhangi bir ev tipi dikiş cihazı gibi, 51 sınıfı overlok'un da hem olumlu hem de olumsuz yönleri vardır.
Avantajlar:
- uygun fiyat aralığı;
- güvenilirlik;
- kullanım kolaylığı;
- evrensel amaç;
- uzun çalışma süresi;
- manuel ayarın varlığı;
- her türlü ipliği kullanma yeteneği.



Dezavantajları:
- modern kumaş türlerinin işlenmesinin imkansızlığı;
- talimatların orijinallerinin eksikliği;
- özelleştirme ve onarımın karmaşıklığı;
- farklı iplik türlerinin aynı anda kullanılmasının imkansızlığı;
- yedek parça eksikliği.
Eksikliklerin varlığına rağmen, bu cihaz talepte kalmıştır ve uzun yıllardır dikiş endüstrisinde yaygın olarak kullanılmaktadır.

Diş açma şeması
Cihazın sorunsuz çalışması için dişlerin düzgün şekilde geçirilmesi gerekir. Bu süreç aşağıdaki manipülasyonlardan oluşur:
- iğne ipliğine iplik geçirme;
- sol ve sağ ilmek yapıcılara iplik geçirme.
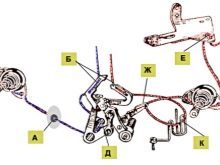
Üç iplikli sürfile için iğne ipliğine iplik geçirmenin ana adımları:
- masura ipliğini, iplik kılavuz plakasında bulunan iki delikten geçirmek;
- ipliği tansiyon düzenleyici diskin altında kendi tarafına hareket ettirmek;
- iplik kılavuz plakası üzerindeki iç boynuzun deliğinden iplik geçirme;
- ipliğin solda bulunan ikinci deliğe yönü;
- ipliği soldan sağa iğne miline geçirme;
- ipliği iğnenin deliğine geçirmek;
- ayağın altına iplik geçirme.

İlk dikişler için uzmanlar ipliğin en az 5 cm uzunluğunda bırakılmasını önermektedir.
Sol ve sağ ilmek yapıcılara iplik takarken şu yönergeleri izleyin:
- ipliği aşağıdan yukarıya yönlendirmek;
- vücudun manşonundan ipliklerin çıkarılması;
- tüm düğümlerin zorunlu geçişi;
- ipliği şemaya göre düğümlerden geçirmek;
- ipliğin ilmek yapıcının arkasından çıkarılması.
Lüper ve iplik kılavuzuna erişim sınırlı olduğundan, sol ilmek yapıcıya iplik geçirmek çok daha zordur. Eski iplikleri çekip birkaç ipliği aynı anda çekmek kesinlikle yasaktır.
Doğru iplik geçirme, yalnızca ipliklerin konumuna değil, aynı zamanda kamın doğru konumuna da bağlıdır. Bu parçanın konumunun birkaç derece yer değiştirmesi, tüm ilmek yapıcıların bir kerede yerleştirilmesinin ihlaline yol açabilir.


Bu nedenle, diş açmadan önce bu elemanın konumuna özellikle dikkat etmelisiniz.
Kurulum Talimatları
Bu tür overlokların onarımı ve ayarlanması için uzmanların bulunmamasının yanı sıra, fiyatı genellikle ekipmanın maliyetini aşan yüksek iş maliyeti nedeniyle, bu cihazların sahipleri işlerini yürütmek zorunda kalırlar. kendi elleriyle tam hizmet. Bu tür çalışmaları yalnızca üreticilerin talimatlarına sıkı sıkıya bağlı kalarak yapmak gerekir.
Bu tür ekipmanların arızalanması çok nadirdir. Tüm birimler ve mekanizmalar artan güce sahiptir ve kendi başlarına başarısız olamazlar. Arızaların çoğu, dikiş veya ayar çalışmaları sırasında overlokun yanlış kullanılmasıyla ilişkilidir.

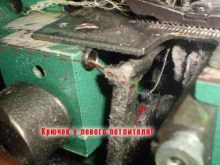
Cihazı ayarlarken en önemli vektör sol metal kancanın yeridir. İğne ucunu maksimum alt seviyeye derinleştirme işleminde, en sol konumda olmalı ve metal kancanın ucu iğne milinden 0,5 cm mesafede çıkarılmalıdır. İğneyi kulak seviyesinden 0,3 cm yukarı kaldırarak bir kıvrım oluşturmalıdır. Sol ilmek yapıcı ile iğne arasındaki mesafe 0,05 cm'yi geçmemelidir.Boşluğu ayarlamak için, sivri iğneye yaklaşırken ters çevirmek gereken büküm işleminde sol ilmek yapıcının vidasını kullanın. . Bağlantı elemanlarını aşırı sıkmayın veya rahat bir pozisyonda bırakmayın. Ayarlamayı bitirdikten sonra sonucu düzeltmeniz gerekir.
İğne halkasını tuttuktan sonra, soldaki kanca onu jilet boyunca çeker ve sağdaki kanca, soldaki kancadan ilmeğe nüfuz etmek için ona doğru yönlendirilir.
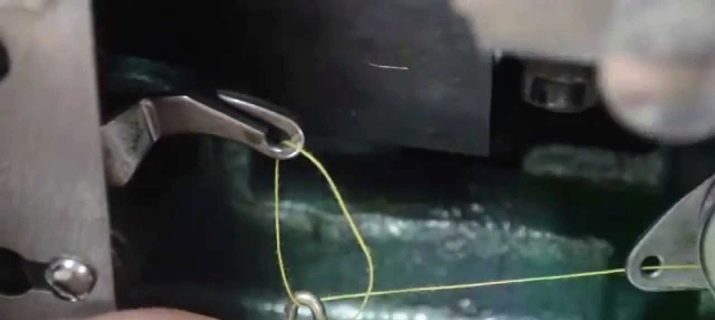
Sağdaki kancanın ucu, soldaki kancanın iç kenarından oluk boyunca uzanır, aynı anda deliğine ve tıraş makinesine sıkıca yerleştirilmiş. Çizilmiş sanal uzunlamasına şeridi kullanarak parçaların doğru konumunu kontrol edebilirsiniz. Sağdaki kancanın ucu, kancanın solundaki delikten daha düşük olmalı ve her iki lüperin bıçakları arasındaki boşluk 0,16 cm'den fazla olmamalıdır.Ayarlamanın son aşaması, ilmeği sağdan çıkarmaktır. iğne ile ilmek yapıcı.
İğne, sağ ilmek yapıcının ilmekinden geçtiğinde, iğne ile ilmek yapıcı bıçağı arasındaki mesafe 0,16 cm'yi geçmemeli ve sağ ilmek yapıcının gözü ile iğne noktası arasındaki boşluk 0,6 cm olmalıdır.
Sağ ilmek yapıcının ayırt edici bir özelliği, ayar vidasının olmamasıdır., yardımıyla konumunu düzeltmek mümkün olacaktır. Ayarlama işlemi, cihazı gerekli konuma mekanik olarak katlamaktan oluşur.

İğne doğru şekilde nasıl değiştirilir?
İğnelerin zamanında döndürülmesi, yüksek kaliteli bir dikiş elde etmenin anahtarıdır. Deneyimli terziler, iğneyi yalnızca deforme olduğunda ve kırıldığında değil, süresi ekipmanın çalışma yoğunluğunun seviyesine bağlı olan belirli bir süre sonra değiştirmenizi önerir. Bu ekipmanın uzun bir üretim süresine sahip olması nedeniyle, kullanılan iğnelerin de özel olması gerekir, ayırt edici özelliği küçük bir uzunluk ve kalınlaştırılmış bir ampul olacaktır.
Ekipmanın teknik özelliklerine uygun olmayan modern dikiş iğnelerinin kullanılması, sadece çirkin ve hatalı dikişlere değil, aynı zamanda cihazın bozulmasına da yol açabilir.
Yoğun kumaşların işlenmesi için uzmanlar 100 ve 120 numaralı iğnelerin kullanılmasını önermektedir.


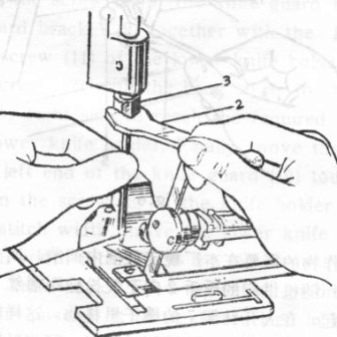
Overlok makinesindeki iğnenin değiştirilmesi basit ama çok önemli bir işlemdir ve sıkı bir sırayla gerçekleştirilmelidir.
İşin ana aşamaları:
- hurda için konteynerin çıkarılması;
- terzi iğneleri ve özel çalışma tornavidaları bulunan tepsinin bulunduğu panelin en alt seviyedeki konumu;
- baskı plakası kolunun kaldırılması;
- iğne deliğinden bir iplik kuyruğu çekmek;
- baskı ayağı kolunun indirilmesi;
- tornavidayı saat yönünün tersine çevirerek montaj cıvatalarının deliklerini gevşetin.
Yeni bir iğne takmadan önce eski dikiş elemanını dikkatlice çıkarın. Yeni bir iğne takmak için, ampulün kör kısmı arkada olacak şekilde iğneyi iki parmağınızla alın ve vidanın altındaki boşluğa yerleştirin. Yukarıdaki tüm manipülasyonları gerçekleştirdikten sonra, sabitleme vidasını saat yönünde bir hareketle güvenli bir şekilde sıkmak gerekir. Tüm manipülasyonlar, vidalardaki dişleri bozmamak için mümkün olduğunca dikkatli yapılmalıdır. İğneyi takarken parmaklarınızla mümkün olduğunca güvenli bir şekilde tutmalı ve düşmesine izin vermemelisiniz.

İğneyi takma kurallarına uyulmaması, yalnızca iş yapmanın imkansızlığına değil, aynı zamanda cihazın tamamen bozulmasına da yol açabilir. Uzmanlar, arızaların ana nedenlerini belirler:
- iğnenin iğne miline eksik yerleştirilmesi;
- ince bir yoğun kumaş iğnesi ile işleme;
- çalışma sırasında malzemenin güçlü gerilimi;
- baskı ayağının yüzeyinde kusurların varlığı veya yanlış montajı;
- iğne oluğunun yeri yanlış konumda;
- yanlış marka ve boyutta iğne kullanmak;
- deforme olmuş bir iğne ile iş yapmak;
- iğne çubuğunun zayıf sabitlenmesi.

Overlok nasıl kullanılır?
Satın alınan cihazın bir düzine yıldan fazla hizmet vermesi için deneyimli terziler, kullanmaya başlamadan önce üreticinin talimatlarını dikkatlice incelemenizi ve tüm kurallara kesinlikle uymanızı önerir.
Dikiş makinesini kullanmak için temel öneriler.
- ilmek yapıcının ve tüm cihazın düzenli temizliği;
- terzilik iğnesinin zamanında değiştirilmesi.
Sınıf 51 overlok için en yaygın kırılma nedeni, yanlış iplik gerginliği ve farklı iplik çaplarıdır. Sarf malzemelerine olan iddiasızlığına rağmen, uzmanlar sürfile için özel endüstriyel bobinlerden ipliklerin kullanılmasını tavsiye ediyor. Cihazı kurmak için önce tüm düğümleri gevşetmeniz ve ancak daha sonra her ipliği ayrı ayrı çekmeniz gerekir.
Deneyimli terziler, kişiselleştirmek için çok renkli iplikler kullanır.

İş sürecinde karakteristik olmayan bir vuruşun görünümü, çok kalın bir kumaş parçasının işlenmesini gösterir, sürfile sırasında sağ kanca ayakla çarpışır. Bu sorunun göz ardı edilmesi metal ilmek yapıcının arızalanmasına neden olabilir. Diş açma şemasına uyulmaması, tüm cihazın işleyişinde sapmalara neden olabilir. Sorunu çözmek için iplikleri makineden çekip tekrar geçirmeniz gerekir.
Tek parça ile çalışmayı bitirdikten sonra ipliğin çekilmesini önlemek için uzmanlar, dişleri kesmemenizi, yeni bir şeyi dikkatlice yerleştirmenizi ve çalışmaya devam etmenizi önerir. Bu hile sadece sarf malzemelerinden ve çalışma süresinden tasarruf sağlamakla kalmayacak, aynı zamanda arızaları da önleyecektir.
Döşenecek dikişler üzerinde çalışma sürecinde boşluklar ortaya çıkmaya başlarsa, sorunun nedeni iğne milinin konumunda bir kaymadır. Parçayı birkaç milimetre aşağı kaydırarak rahatsızlığı ortadan kaldırabilirsiniz.

Kendiniz kıyafet yapmak sadece popüler bir aktivite değil, aynı zamanda çok heyecan verici. Kaliteli bir sonuç elde etmek için, sadece temel pratik ve teorik bilgilere değil, aynı zamanda yüksek kaliteli hammaddelere ve iyi donanıma sahip olmak gerekir. Dikiş işleminde yer alan ana teknik cihazlardan biri, ürünü daha şık ve dayanıklı hale getirmek için kullanılabilen overloktur.
Ev kullanımı için pahalı ekipman satın almak gerekli değildir, ancak 51 sınıf overlok gibi kanıtlanmış modelleri tercih edebilirsiniz.
51 sınıfı bir overlok nasıl işlenir, aşağıya bakın.








